_1764746956_WNo_1600d900.jpg)
Are you struggling to find the right slurry pump for your operation? Do you know the different types of slurry pumps and how each one handles abrasive or dense materials? How can choosing the wrong pump affect efficiency, maintenance, and costs? Understanding the variety of slurry pumps available is essential for anyone dealing with industrial slurry transport.
Slurry pumps come in many types, each designed for specific applications, drive methods, or slurry compositions. Some are submersible for pits and sumps, others are horizontal or vertical for continuous industrial operations. There are pumps tailored for high-pressure pipelines, abrasive materials, chemical slurries, or agricultural waste. Selecting the right pump depends on factors like solids concentration, particle size, slurry density, flow rate, and the distance the material must travel. By knowing these parameters, you can minimize wear, reduce downtime, and optimize energy efficiency while ensuring reliable operation.
In this article, we’ll explore the main types of slurry pumps, their functions, and applications. From submersible and centrifugal designs to specialized agricultural and industrial pumps, you’ll gain a clear understanding of what to choose for your needs. Keep reading to find the perfect pump solution and improve your slurry handling process.
Table of Contents
- What is a Slurry Pump
- How Do Slurry Pumps Work
- Types of Slurry Pump
- Types of Slurry Pump: By Installation
- Types of Slurry Pump: By Drive
- Types of Slurry Pump: By Application
- Types of Slurry Pump: By Medium
- Types of Slurry Pump: By Function
- Conclusion
What is a Slurry Pump
A slurry pump is a specialized type of pump designed to handle a mixture of liquid and solid particles, commonly referred to as slurry. It is widely used in industries such as mining, chemical processing, and wastewater treatment, where transporting abrasive or heavy particulate fluids is required.
Slurry pumps are engineered to withstand the high wear and tear caused by solid particles, which distinguishes them from standard pumps. They are typically made from high-strength metals or rubber linings to resist corrosion and abrasion. The design of the impeller, casing, and other components ensures efficient movement of slurry while minimizing energy loss and maintenance needs.
The performance of a slurry pump directly influences operational efficiency, including flow rate, energy consumption, and equipment longevity. Selecting the right pump depends on factors such as particle size, concentration, fluid properties, and the distance the slurry must be transported. Understanding these parameters is essential for optimizing productivity and reducing downtime in industrial processes.
How Do Slurry Pumps Work
A slurry pump operates as a heavy-duty circulation system designed to transport a mixture of liquid and solid particles efficiently. At its core, the process begins with a slurry source, such as a tank, pit, or thickened slurry pipeline. From there, the pump draws the mixture and moves it through the pump casing and impeller, propelling it toward the discharge pipeline or target location. The pump is engineered to handle abrasive particles, minimize clogging, and maintain a consistent flow rate.
A typical slurry pump consists of several key components. The impeller provides the necessary hydraulic energy to move the slurry, while the pump casing directs flow and protects internal parts from wear. Linings or wear-resistant materials prevent erosion caused by abrasive solids. Bearings and seals support rotational stability and prevent leakage, and some systems include monitoring sensors to track performance and detect abnormal conditions. Together, these components ensure reliable operation even in highly abrasive or dense slurries.
The effectiveness of a slurry pump depends not only on the pump type but also on proper selection, installation, and maintenance. Correct flow rate, particle handling capacity, and wear resistance prevent downtime, reduce energy consumption, and extend the pump’s lifespan. For this reason, understanding how a slurry pump works is as crucial as choosing the right type—both factors determine the efficiency and reliability of industrial slurry handling systems.
Types of Slurry Pump
Slurry pumps can be classified based on their installation method, which determines how they are positioned in the system, how they interact with the slurry, and their suitability for different applications. Each installation type offers unique advantages in terms of flow rate, maintenance accessibility, and handling of abrasive or dense slurries. In this section, we’ll explore the most commonly used installation methods and their typical applications.
Types of Slurry Pump: Classified by Installation
Slurry pumps can be classified by installation type. Different installation methods affect pump layout, space requirements, and maintenance accessibility. Here we explore the most common installation types.
1. Submersible Slurry Pump

Overview
A submersible slurry pump is designed to operate fully submerged within the slurry itself, allowing it to draw fluid directly from pits, sumps, or tanks without priming. The pump is sealed against fluid ingress and built from corrosion- and abrasion-resistant materials to handle highly abrasive solids. Submersible designs reduce noise, improve energy efficiency, and allow for automated operation with level sensors, making them ideal for continuous heavy-duty pumping in constrained or harsh environments.
Key Features
- Operates submerged, eliminating priming
- Compact design for confined spaces
- Resistant to clogging and cavitation
- Easy integration with level control systems
Applicable Scenarios
- Mining operations, tailings, and pits
- Industrial wastewater treatment
- Chemical processing tanks
2. Horizontal Slurry Pump

Overview
Horizontal slurry pumps are mounted with the shaft axis parallel to the ground. They are robust, high-flow machines suitable for long-distance slurry transfer. Their design allows for easy maintenance without draining the system, and they can handle abrasive and corrosive slurries with proper lining. Horizontal pumps are flexible in installation, adaptable to multiple drive systems, and ideal for continuous operation in mining, industrial, or power plant applications.
Key Features
- Easy access for maintenance
- High-flow, moderate-head capacity
- Handles abrasive and corrosive slurries
- Flexible installation with various drive types
Applicable Scenarios
- Mining and mineral processing plants
- Power plants for ash handling
- Large-scale industrial slurry transport
3. Vertical Slurry Pump
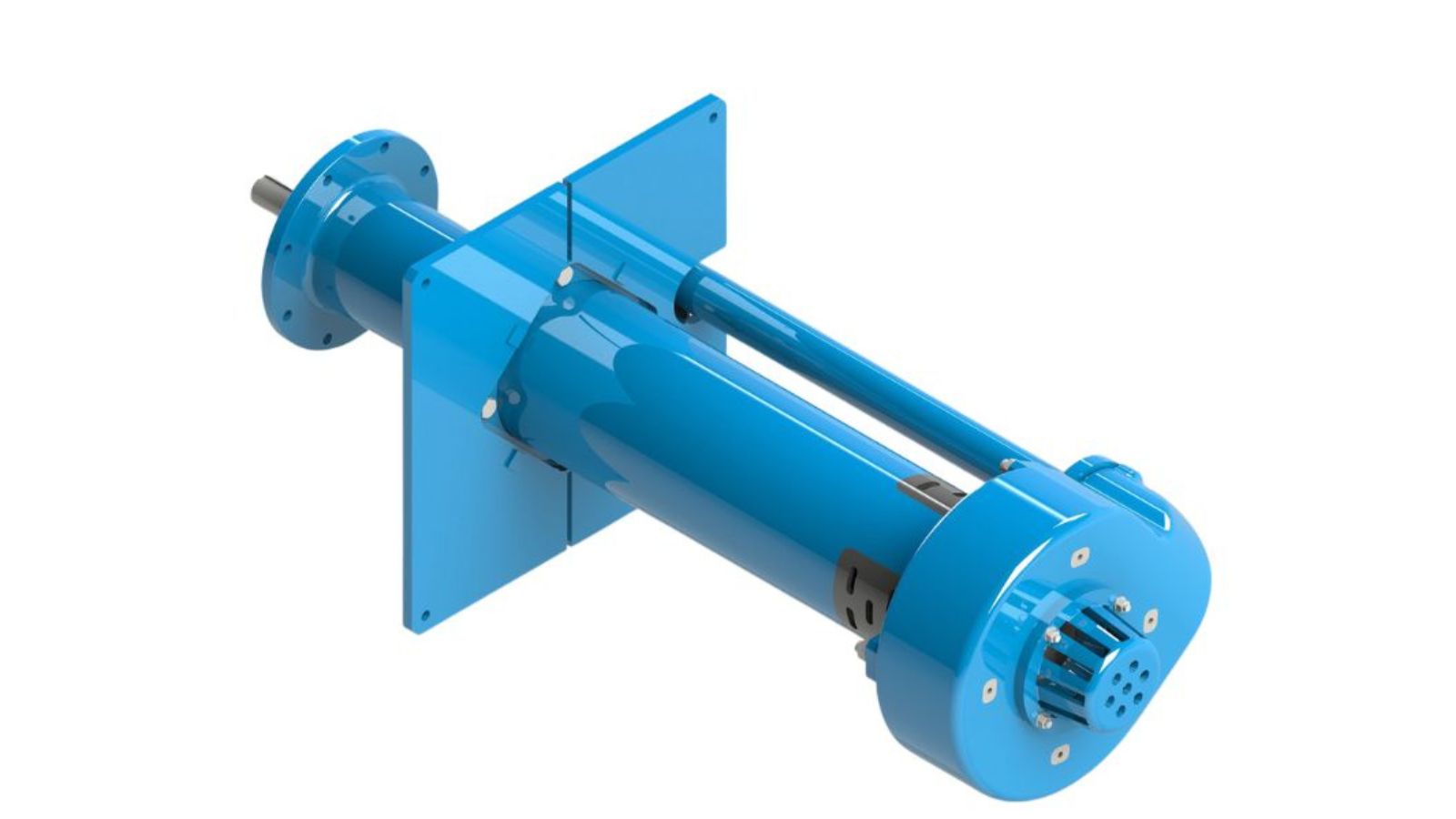
Overview
Vertical slurry pumps feature a shaft axis perpendicular to the ground, often installed in sumps or pits where space is limited. The pump draws slurry from deep reservoirs, with bearings and seals located above the slurry for easier maintenance. Their design handles abrasive or viscous slurries reliably while minimizing floor space usage. Vertical pumps are highly suitable for municipal wastewater, mining tailings, and chemical or mineral processing where vertical installation is preferred.
Key Features
- Ideal for deep sump or pit installation
- Reduces floor space requirements
- Handles abrasive and corrosive fluids
- Bearings and seals located above slurry for maintenance
Applicable Scenarios
- Municipal and industrial wastewater pumping
- Mining deep tailings or slurry pits
- Chemical and mineral processing
4. Slurry Sump Pump

Overview
A slurry sump pump is optimized for operating in a sump or pit where slurry naturally collects. It can be horizontal or vertical but is specifically built to manage dense, highly abrasive slurry directly at the source. The pumps are engineered with wear-resistant materials, durable impellers, and robust casings to ensure long-term performance. They are widely used for tailings handling, sludge removal, and industrial wastewater treatment.
Key Features
- Optimized for sump or pit installations
- Handles high solids concentration
- Durable, wear-resistant materials
- Submersible, vertical, or horizontal options
Applicable Scenarios
- Mining tailings and sludge removal
- Industrial wastewater sumps
- Chemical processing pits or basins
Types of Slurry Pump: Classified by Drive
Slurry pumps can also be classified by drive method. Different drives provide mobility, power, and adaptability for specific environments.
5. Electric Submersible Slurry Pump

Overview
Electric submersible slurry pumps are powered by electric motors and designed for continuous submerged operation. Their construction is resistant to abrasion and capable of handling high-solid-content slurries. The pumps integrate seamlessly with automated control systems, level sensors, and safety interlocks, making them suitable for mining, chemical, and industrial applications where reliable, continuous operation is required.
Key Features
- Powered by electricity
- Submersible design eliminates priming
- Handles abrasive and dense slurries
- Compatible with automated controls
Applicable Scenarios
- Mining tailings and sludge removal
- Industrial wastewater treatment
- Chemical processing tanks
6. Engine Driven Slurry Pump

Overview
Engine-driven slurry pumps are powered by diesel or gasoline engines, providing flexibility for remote or mobile operations. They are built to handle abrasive or dense slurries, with durable materials and high-efficiency impellers. These pumps are suitable for mining, construction, and dredging applications where electricity is unavailable, offering mobility and consistent performance in harsh or off-grid environments.
Key Features
- Independent of electric supply
- Portable for remote operations
- Handles abrasive, high-density slurry
- Various engine sizes available
Applicable Scenarios
- Remote mining and quarry sites
- Construction dredging or dewatering
- Emergency slurry pumping
7. Tractor PTO Slurry Pump

Overview
Tractor PTO slurry pumps are driven by a tractor’s power take-off shaft, ideal for agricultural and rural applications. They efficiently transfer slurry, manure, or drainage water using the tractor as the power source. Their design allows for easy connection and disconnection, portability across fields, and handling of moderately abrasive organic materials, making them indispensable for manure management, irrigation, and livestock farm operations.
Key Features
- PTO-driven from tractors
- Highly portable
- Handles slurry for agricultural or drainage tasks
- Easy connect/disconnect
Applicable Scenarios
- Agricultural slurry handling and irrigation
- Livestock waste management
- Temporary rural pumping tasks
8. Hydraulic Submersible Slurry Pump

Overview
Hydraulic submersible slurry pumps use hydraulic motors instead of electric drives, enabling safe operation in hazardous or explosive environments. They can operate fully submerged, transporting dense, abrasive slurries while avoiding ignition risks associated with electricity. These pumps are compact, portable, and ideal for mining, dredging, or chemical plants requiring safety-compliant pumping solutions.
Key Features
- Hydraulic powered for safety
- Works in explosive or wet environments
- Submersible design
- Compact and easy to deploy
Applicable Scenarios
- Mining/dredging in hazardous areas
- Chemical plants with safety restrictions
- Confined or remote locations
Types of Slurry Pump: Classified by Application
Slurry pumps can be classified by industry application to match slurry properties, solids content, and abrasiveness. Below are common application types.
9. Mining Slurry Pumps

Overview
Mining slurry pumps are engineered for high-abrasion applications such as sand, ore, and tailings transfer. They feature heavy-duty impellers, wear-resistant casings, and optimized flow paths to handle high flow rates and moderate-to-high heads. Their robust construction ensures continuous operation in harsh mining environments, including ore processing, concentrate transport, and tailings disposal.
Key Features
- Handles high-solid-content, abrasive slurries
- Durable wear-resistant materials
- High flow rate, moderate-high head
- Continuous operation capability
Applicable Scenarios
- Ore transfer in mining plants
- Tailings and sludge removal
- Dewatering and slurry transport
10. Industrial Slurry Pump

Overview
Industrial slurry pumps serve manufacturing and processing industries such as pulp and paper, cement, or wastewater treatment. They reliably handle moderate-abrasion slurries while maintaining stable flow and pressure. Available in submersible or horizontal designs, these pumps ensure consistent operation and low maintenance, making them suitable for continuous industrial processes.
Key Features
- Handles moderate-abrasion industrial slurries
- Reliable continuous operation
- Versatile for multiple industrial applications
- Submersible or horizontal configurations
Applicable Scenarios
- Wastewater treatment plants
- Pulp and paper industry
- Cement and building material processing
11. Chemical Slurry Pump

Overview
Chemical slurry pumps are designed to transport corrosive, chemically aggressive slurries. They are constructed from stainless steel, rubber, or lined alloys resistant to chemical attack. These pumps provide reliable performance for chemical processing, acid or alkali slurry transfer, and industrial wastewater containing hazardous liquids, ensuring minimal wear and safety in demanding environments.
Key Features
- Resistant to corrosive slurries
- Durable specialized materials
- Maintains stable performance under chemical conditions
- Available in submersible or horizontal layouts
Applicable Scenarios
- Chemical manufacturing plants
- Acid or alkali slurry transfer
- Industrial chemical wastewater handling
12. Agricultural Slurry Pumps

Overview
Agricultural slurry pumps transport liquid manure, crop residues, or other farm slurries. Designed for portability and ease of connection to tractors or other power sources, they handle moderately abrasive organic materials efficiently. These pumps support manure transfer, slurry irrigation, and waste management in livestock farms, offering flexibility and durability for farm operations.
Key Features
- Handles farm slurry and organic residues
- Portable and easy connection
- Durable against moderate abrasion
- Flexible deployment for field operations
Applicable Scenarios
- Manure transfer and storage
- Slurry irrigation
- Livestock farm waste management
13. Cow Dung Slurry Pump / Manure Slurry Pump

Overview
These pumps are specialized for handling thick, fibrous, high-viscosity manure slurry, such as cow dung. They feature wear-resistant impellers and robust casings, preventing clogging during transport. Ideal for farms and biogas plants, these pumps move dense organic waste efficiently, supporting reliable waste management and biogas feedstock handling.
Key Features
- Handles thick, fibrous manure slurry
- Wear-resistant construction
- Prevents clogging with optimized impeller
- Submersible or PTO-driven
Applicable Scenarios
- Livestock farms and manure management
- Biogas plant slurry handling
- Thick organic waste transfer
14. Filter Press Feeding Pump

Overview
Filter press feeding pumps supply high-pressure slurry to filter presses for solid-liquid separation. Built to handle moderately abrasive slurries, they maintain consistent flow and pressure, protecting the filter press from damage. These pumps are essential in mining, industrial, and chemical operations requiring efficient and precise filtration cycles.
Key Features
- Delivers slurry at high pressure
- Handles moderate abrasion and solids
- Ensures stable flow for filtration
- Durable and easy to maintain
Applicable Scenarios
- Mining and industrial filter press operations
- Sludge dewatering processes
- Chemical and mineral processing plants
15. Thickener Underflow Pump

Overview
Thickener underflow pumps handle dense, high-solid-content slurry discharged from thickeners. Their wear-resistant construction and optimized impeller design allow stable transport of concentrated underflow to subsequent processes. They ensure continuous operation in mineral processing or wastewater treatment, supporting reliable high-solids slurry handling.
Key Features
- Handles dense, high-solid-content slurry
- Wear-resistant construction
- Stable flow under high concentration
- Optimized impeller and casing for abrasion
Applicable Scenarios
- Mineral processing thickener underflow transfer
- Wastewater sludge handling
- High-solids industrial slurry transport
16. Flotation Pump

Overview
Flotation pumps are specialized for slurry transfer in flotation cells. They handle slurries gently to preserve froth and bubbles while resisting abrasion from fine particles. These pumps maintain stable flow and pressure, supporting efficient mineral separation in beneficiation plants and continuous fine-particle slurry transport.
Key Features
- Handles flotation slurry without damaging froth
- Resistant to fine particle abrasion
- Provides stable flow and pressure
- Durable for continuous operation
Applicable Scenarios
- Mineral processing flotation circuits
- Ore separation and beneficiation plants
- Continuous fine-particle slurry transport
Types of Slurry Pump: Classified by Medium
Slurry pumps can be classified according to the type of medium they handle. Different media have unique properties such as abrasiveness, viscosity, particle size, and density, which determine pump design and materials.
17. Mud Pump
Overview
Mud pumps transport viscous, high-density mud slurries in drilling, construction, or dredging operations. Designed with wear-resistant materials and optimized impellers, they handle sand, clay, and solids efficiently, providing stable flow under heavy loads.
Key Features
- Handles high-density, viscous mud
- Wear-resistant construction
- Optimized impeller to prevent clogging
- Maintains stable flow under heavy loads
Applicable Scenarios
- Construction and drilling operations
- Dredging and earth-moving projects
- High-solids mud transport
18. Sludge Pump

Overview
Sludge pumps manage liquid-solid mixtures with high water content and moderate solids. They operate continuously, resist abrasive particles, and maintain reliable flow for wastewater or industrial sludge handling.
Key Features
- Handles high-water-content sludge
- Durable against abrasive/fibrous particles
- Reliable for continuous operation
- Compatible with horizontal, submersible, or vertical layouts
Applicable Scenarios
- Wastewater treatment plants
- Industrial sludge pumping
- Municipal sewage handling
19. Sand Slurry Pump

Overview
Sand slurry pumps are designed for slurries with high sand content. Their robust construction and wear-resistant materials allow high flow and abrasion resistance, suitable for mining, dredging, and industrial sand transport.
Key Features
- Handles slurries with high sand content
- Wear-resistant impellers and casings
- Maintains high flow under abrasive conditions
- Suitable for continuous operation
Applicable Scenarios
- Mining sand and mineral processing
- Dredging operations
- Sand transport in industrial applications
20. Abrasive Slurry Pump

Overview
Abrasive slurry pumps are built to handle slurries containing highly abrasive particles like ores, tailings, or minerals. They feature hardened impellers, thick liners, and durable casings to ensure long-term wear resistance. These pumps are designed for continuous operation in harsh industrial or mining environments, providing stable flow while minimizing maintenance requirements.
Key Features
- Resistant to highly abrasive particles
- Heavy-duty construction
- Maintains performance under continuous operation
- Optimized flow design reduces wear
Applicable Scenarios
- Mining and mineral processing
- Ore transfer and tailings handling
- Abrasive industrial slurries
21. Limestone Slurry Pump

Overview
Limestone slurry pumps are intended for transporting limestone-based slurries in cement, flue gas desulfurization, or chemical processes. They are designed to manage moderately abrasive, high-density slurry with consistent flow. Impellers and casings are made of wear- and corrosion-resistant materials to ensure durability and reliable operation in continuous industrial processes.
Key Features
- Handles limestone slurry with moderate abrasiveness
- Durable impeller and casing materials
- Stable operation under high density
- Suitable for continuous industrial use
Applicable Scenarios
- Cement manufacturing
- Flue gas desulfurization systems
- Limestone processing plants
22. Coal Slurry Pump

Overview
Coal slurry pumps are engineered for handling coal-water mixtures in power plants, mining, and processing operations. These pumps manage moderately abrasive and dense slurries, minimizing wear on components while providing reliable flow and pressure for continuous industrial use.
Key Features
- Handles coal-water mixtures with moderate abrasiveness
- Durable construction
- Optimized flow path reduces wear
- Reliable continuous operation
Applicable Scenarios
- Coal preparation plants
- Power plant coal slurry transport
- Mining and processing operations
23. Sludge Slurry Pump

Overview
Sludge slurry pumps are optimized for high-solid-content slurries in wastewater treatment, industrial effluent, and dredging applications. Their design prevents clogging, maintains stable flow, and resists abrasion from solids. Submersible or horizontal configurations provide flexibility for various process layouts.
Key Features
- Handles thick, high-solid-content sludge
- Wear-resistant materials
- Prevents clogging
- Submersible or horizontal designs
Applicable Scenarios
- Wastewater treatment sludge handling
- Industrial effluent pumping
- Dredging and sediment transport
Types of Slurry Pump: Classified by Function
Slurry pumps can be classified according to functional characteristics. Different functional designs meet specific process requirements such as high head, self-priming, agitation, or special pumping mechanisms.
24. Centrifugal Slurry Pump

Overview
Centrifugal slurry pumps use a rotating impeller to convert kinetic energy into pressure, moving slurry efficiently over short or long distances. They handle moderate-to-high abrasive slurries and are suitable for mining, industrial, and wastewater applications. The simple design ensures easy maintenance, high reliability, and adaptability to different slurry concentrations and compositions.
Key Features
- Simple and robust design
- High flow rate capabilities
- Handles moderate to high abrasion
- Easy maintenance
Applicable Scenarios
- Mining tailings and concentrate transfer
- Industrial and wastewater slurry pumping
- Material handling in chemical or mineral plants
25. Peristaltic Slurry Pump

Overview
Peristaltic slurry pumps operate by compressing a flexible tube to push slurry forward. This mechanism allows gentle handling of solids, preventing damage to delicate particles. These pumps are ideal for chemical slurries, high-viscosity fluids, or precise metering applications. Their minimal contact design reduces wear and prevents clogging.
Key Features
- Gentle pumping for delicate solids
- Prevents clogging
- Capable of precise metering
- Minimal contact with slurry
Applicable Scenarios
- Chemical dosing and transfer
- Wastewater with suspended solids
- High-viscosity or shear-sensitive slurry
26. Slurry Pump With Agitator

Overview
Slurry pumps with agitators include integrated stirring mechanisms that keep the slurry uniform while pumping. They prevent sedimentation and ensure continuous transfer of high-density or viscous slurries. These pumps are ideal for thickened slurry handling, wastewater sludge pumping, and industrial processes requiring consistent slurry concentration.
Key Features
- Integrated agitator prevents sedimentation
- Ensures uniform slurry concentration
- Handles high-density and viscous slurries
- Reliable for continuous operation
Applicable Scenarios
- Thickened slurry handling in mineral processing
- Wastewater sludge pumping
- High-density industrial or chemical slurries
27. High Head Slurry Pump

Overview
High head slurry pumps are designed for applications requiring high pressure and long-distance slurry transport. Multi-stage impellers generate significant head while maintaining flow stability. Constructed from abrasion-resistant materials, these pumps are ideal for tailings transport, high-elevation slurry transfer, and industrial processes requiring high lift.
Key Features
- High-pressure generation for long-distance transport
- Multi-stage impeller design
- Durable materials for abrasion resistance
- Maintains consistent flow under high pressure
Applicable Scenarios
- Long-distance slurry pipelines
- High-elevation slurry transfer
- Tailings and dewatering applications
28. High Pressure Slurry Pump

Overview
High pressure slurry pumps are built for elevated-pressure slurry transport in demanding industrial applications. Reinforced casings and wear-resistant impellers allow dense or abrasive slurries to be pumped safely at high pressures. These pumps are commonly used for filter press feeding, pressurized pipelines, and industrial slurry delivery systems.
Key Features
- Designed for high-pressure operation
- Reinforced construction
- Handles dense and abrasive slurries
- Reliable for continuous high-pressure use
Applicable Scenarios
- Filter press feeding in mining and chemical plants
- High-pressure slurry pipelines
- Industrial processes requiring pressurized slurry delivery
29. Self-Priming Slurry Pump

Overview
Self-priming slurry pumps can evacuate air from the suction line automatically, enabling immediate operation without manual priming. They are suitable for intermittent pumping, partially filled suction lines, dredging, and dewatering projects. Their durable design ensures reliable handling of abrasive slurry under variable conditions.
Key Features
- Automatic priming
- Handles partially filled suction lines
- Durable for abrasive slurry
- Easy installation and operation
Applicable Scenarios
- Dredging and dewatering projects
- Intermittent slurry transfer operations
- Industrial and municipal slurry systems
30. Venturi Slurry Pump

Overview
Venturi slurry pumps use the Venturi effect to create a vacuum that draws slurry into the flow path. They allow efficient low-pressure slurry transport without complex priming systems. These pumps are suitable for slurry injection, dredging, mixing, and circulation in industrial tanks, providing reliable flow with minimal maintenance.
Key Features
- Uses Venturi effect for vacuum-assisted slurry transfer
- Simple design, minimal moving parts
- Reduces mechanical wear and maintenance
- Efficient for low-pressure applications
Applicable Scenarios
- Slurry injection and dredging systems
- Low-pressure slurry transport
- Mixing and circulation in industrial tanks
Conclusion
Choosing the right slurry pump is critical for efficient, reliable, and cost-effective handling of abrasive or dense materials. This article explored the main types of slurry pumps, including submersible, horizontal, vertical, centrifugal, peristaltic, and specialized pumps for mining, chemical, agricultural, and industrial applications. Key factors such as particle size, solids concentration, slurry density, flow rate, and pump drive method all influence pump selection and operational performance. Understanding these parameters helps minimize wear, reduce maintenance, and ensure long-term reliability in industrial slurry handling.
For companies looking for high-quality, durable slurry pumps, HONGYUAN offers a wide range of solutions designed to meet diverse industrial needs. As a leading Chinese manufacturer, HONGYUAN combines advanced engineering with robust materials to deliver pumps suitable for mining, wastewater, chemical processing, and agricultural applications. With a focus on efficiency, wear resistance, and reliability, HONGYUAN helps customers optimize their slurry handling systems while reducing downtime and operational costs.